
Katrin Kania, Harma Piening, Ruth MacGregor, Sabine Ringenberg, Angelika Rudelics, Beatrix Nutz, Micky Schoelzke
Dyed textiles can be achieved by dyeing either the fibre (dyeing in the fleece), the spun yarn (dyeing in the yarn/the skein), or dyeing the finished woven fabric (dyeing in the piece). In some cases, the dyed fabric shows white spots where the individual yarns cross, proving that the textile was dyed in the piece. However, it cannot be excluded that fabrics without these white spots were also dyed in the piece, with the dye penetrating the fabric completely. A similar question applies to dyeing in the yarn, which might have an undyed core, versus dyeing in the fleece.
Our tests thus aim to find out how reliably dye penetrates yarns and fabric when wool cloth is dyed in the piece. For this, fabric samples with different yarn densities in the weave and different spinning angles in the yarn are dyed and then analysed.
Tools and Materials:
Spinning:
hand-spun yarn from Eider wool, industrially combed; spun on a Zwirnzwerg e-spinner, spinner: Katrin Kania
yarn 1: spinning angle c. 45-50°, z-twist, about 0.5 mm diameter, 356 m / 60.6 g – Nm 5.8
yarn 2: spinning angle c. 30° , z-twist, about 0.5 mm diameter, 371 m / 52.5 g – Nm 7.1
yarn 3: spinning angle c. 20°, z-twist, about 0.5 mm diameter, 238 m / 29.5 g – Nm 8.1
Weaving:
base loom: “Micki” (small wooden sample loom) with countermarch setup; original heddles replaced by thread heddles, additional reed installed
Weavers: Harma Piening, Ruth MacGregor
Dyeing:
alum, approx. 25% of dry wool weight
madder, approx. 100% of dry wool weight
Experiment Setup:
Probable influences on the dye penetration are: yarn twist, weave type, weave density, dyeing heat, duration, amount of movement in dye bath.
For the fabrics, the finds from Lengberg served as a basis to work from. Among the Lengberg finds, there is a fragment of red wool in plain weave that was (probably) fulled and teased (T0013). The fragment has 9 ends per cm in one direction and 14 per cm in the other. The nap is still visible on one side, though it was probably napped on both sides originally, with the outside nap having been worn off.
Since plain weave is the densest weave, this type was chosen for the experiment.
Several sample pieces of wool fabric are woven on a small hand-loom.
For comparability, the loom for the samples is set up to the same density of threads in the reed (on the loom). During weaving, the width can vary from the width in the sett, which is a normal effect when weaving. Using the same sett for the fabrics woven with different twist angles in the yarn will help show up the differences in yarn behaviour when weaving.
The fabric samples done from each of the two yarns (high-twist and medium twist) are woven in different densities:
Warp length: 100 warp ends, 125 cm of working warp length; warping done with help of F-clamps on tables
25 cm per sample, 3 samples;
each sample split up into 3 parts; a 5 cm long reference sample, one 10 cm long sample to be dyed without any further treatment, one 10 cm long sample to be fulled, then dyed.
A) sett 12 threads per cm
B) sett 10 threads per cm
C) sett 8 threads per cm
Weft density is aiming for equal counts of threads compared to the warp, so 12, 10, or 8 threads per cm.
Samples are woven in sequence A, B, C; sample parts are marked with coloured weft threads.
Fabric is taken off the loom, parts are hem-stitched to preserve the edges; then fabric samples in the whole are washed to finish the fabric. Afterwards, they are cut apart and the appropriate parts are fulled.
Fulling process: hot alkaline liquid is used to repeatedly wet the fabric samples, which are fulled with help of vigorous movement.
The fabric samples are then mordanted and dyed in the same dyebath to ensure similar conditions.
Experiment Schedule:
Protocol:
Spinning was done on a Zwirnzwerg e-spinner with the aim of producing a 0.5 mm diameter thread with the different spinning angles. Twist angle was measured periodically during the spinning process with help of an angle card and a magnifying glass.
Spinning time was about 1 hr for 160-180 m of yarn, independent of the twist angle.
Weaving:
Weaving took place from November 8 to November 11; weavers Harma Piening and Ruth MacGregor.
The high-twist yarns (45° angle) did not make it possible to achieve the originally planned weft densities; instead, density in the weft was much lower in spite of vigorous pressing in of the weft.
Stickiness of the warp threads when opening the shed was significantly higher in the lower twist yarns than with the high twist yarns, most stickiness was experienced in the lowest twist yarn.
The individual sample parts were marked with coloured threads and hem-stitched to preserve the edges from fraying.
Pieces documented by photographs before finishing the fabrics through wetting.
Measurements of samples when taken off the loom:
45° angle fabrics:
12 ends/cm: width 7.8-8.0 cm, length 25-25.5 cm
10 ends/cm: width 9.0-9.2 cm, length 25 cm
8 ends/cm: width 11.0-11.4 cm, length 26.5 cm
30° angle fabrics:
12 ends/cm: width 8.4-8.6 cm, length 25.7 cm
10 ends/cm: width 9.7-9.9 cm, length 26 cm
8 ends/cm: width 11.2-11.6 cm, length 26.2 cm
20° angle fabrics:
12 ends/cm: width 8.1.8.5 cm, length 25.4 cm
10 ends/cm: width 9.4-9.6 cm, length 26.4 cm
no 8 ends/cm fabric in the low twist yarn due to time constraints
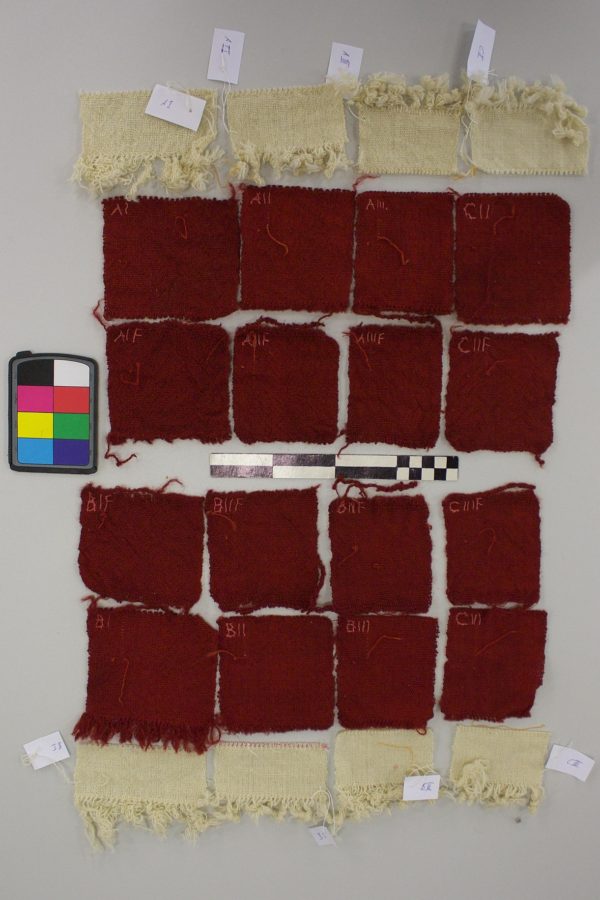
Labelling:
Pieces are labeled with embroidery in linen thread:
45° angle: marked “A”
30° angle: marked “B”
20° angle: marked “C”
8 ends/cm marked I
10 ends/cm marked II
12 ends/cm marked III
fulled pieces marked with an additional “F”
Finishing procedure:
To finish the fabric, the entire pieces were soaked in 70° C hot water for 10 minutes, then taken out and rolled in a towel to remove as much water as possible.
The individual sample pieces were then cut apart and the reference pieces labelled.
For fulling, a pH 11.14 solution of tap water and soda was made; at the start of fulling, it was at 85° C.
The fabric pieces were put into a nylon sock, soaked in the alkaline solution and then whacked against a wall; in the second stage, they were beaten with wooden boards and in a third stage rubbed between the hands.
After fulling, the pieces were rinsed in tap water.
All pieces to be dyed were mordanted in c 2 l of water with 15g of alum; they were put into the water at about 51° C at 21:41 h, heated up to the boil, boiled for one hour and then let to sit overnight.
Dyeing:
Dry wool weights:
74.84 g altogether
AI: 11.04g
AII: 10.66g
AIII: 9.79g
BI: 10.49g
BII: 9.62g
BIII: 8.66g
CII: 7.75g
CIII: 7.13g
90 g of dried ground madder root were soaked in c. 1 l of cold tap water, with magnetic stirrer on setting 8;
Madder was stirred for approx. 5 hours, soaked for approx. 24 hours altogether
Fabrics were taken from mordant at 10:00 on November 12 and rinsed under running cold water; the soaked madder and liquid were put into a larger beaker, with more water added to have approx. 2 litres of liquid.
The fabrics were placed into dyebath at about 23°C; magnetic stirrer set to 6-7, heat turned to full; half an hour later, about 70° C were reached. Heat was then turned down and temperature held for 45 minutes; then temperature turned up and dyed 15 more minutes at about 90°C.
In addition to the magnetic stirrer, fabric was moved around in the dyebath in short intervals to ensure even dyeing.
After dyeing, the fabric was removed to soak in aprox. 2.5 l of 35°C tap water, and after about an hour more rinsed under running cold water. Dyeing was finished with a vinegar rinse with ph 4.42 for 20 minutes.
Fabrics were then rolled in towel to remove excess water, stacked and pressed between two boards with a towel for 20 minutes. Final drying was lying flat separately.
Dinolite photos of the fabrics were taken after dyeing. In each sample, one thread was pulled out of the fabric to test for white spots and through-dyeing of the yarns.
Observations:
The different yarn twists result in a different tactile impression of the samples; tracking (a special kind of surface texture) is also visible in some of the fabrics.
In every fabric, white or at least lighter spots occurred where the yarns touch each other in the fabric. Whether the yarns themselves are dyed through or have white cores was not possible to determine due to their relative thinness.
The occurrence of light spots at yarn crossings is traceable in all fabrics, even in the relatively loosely woven ones with relatively soft-spun yarns. This can be seen as an indication that the lack of white spots in woven fabrics hints at the dyeing in the fleece or in the yarn, but not in the piece.
|
Fabric Sample |
width |
tracking visible |
thread groupings |
weave density warp (threads/cm) |
weave density weft (threads/cm) |
|
A I |
10.6-10.9 cm |
yes |
yes |
7-8 |
6 |
|
A I F |
9.6-10.0 |
yes |
not very evident |
9-10 |
7-8 |
|
A I reference |
10.4-10.7cm |
yes |
yes |
8-9 |
6-7 |
|
A II |
8.6-8.9 |
slight |
not obvious |
11 |
8 |
|
A II F |
8.3-8.4 |
slight |
not obvious |
11 |
8-9 |
|
A II reference |
9.0-9.1cm |
slightly |
yes |
10-11 |
8 |
|
A III |
7-7-7.9cm |
no |
very slightly visible |
13 |
8 |
|
A III F |
7.4-7.5cm |
yes |
not visible |
11-13 |
8 |
|
A III reference |
7.7-7.9 |
very slightly |
not obvious |
13 |
8 |
|
B I reference |
11.0-11.5 |
yes |
not obvious |
8 |
7-8 |
|
B I |
10.6-11.0 |
slight |
not obvious |
9 |
6-7 |
|
B I F |
10.0-10.2 |
yes |
not visible |
8 |
8 |
|
B II reference |
9.5-9.8cm |
very slight |
not visible |
10 |
8 |
|
B II |
9.5-9.7 |
very slight |
not visible |
10 |
8 |
|
B II F |
8.8-9.0 |
yes |
not visible |
12 |
9 |
|
B III reference |
8.4-8.6 |
very slight |
yes |
12 |
8 |
|
B III |
8.1-8.4 |
no |
slight |
12 |
7 |
|
B III F |
7.9-8.3 |
no |
slight |
12-13 |
7-8 |
|
C II reference |
9.4-9.5 |
not visible |
yes |
11 |
9 |
|
C II |
9.2-9.4 |
very slight |
not visible |
11 |
8-9 |
|
C II F |
8.7-8.8 |
yes |
not obvious |
11-12 |
9-10 |
|
C III reference |
8.1-8.2 |
not visible |
yes, not obvious |
12 |
8-9 |
|
C III |
8.3-8.4 cm |
not visible |
not visible |
12 |
8-9 |
|
C III F |
7.7-7.9 |
yes |
not visible |
12-13 |
8-9 |
White spots inside the yarn would indicate that the dye is not penetrating yarn completely and thus dyeing in the yarn or in the piece would have been done. If a white core is consistently the case when dyeing yarns, it would point towards the theory that archaeological yarns that are dyed through may have been dyed in the fleece before spinning.
White or light spots between yarns in a fabric would indicate that this fabric was dyed in the piece (after weaving). If tests showed consistent white or light spots when piece-dyeing, it would indicate that archaeological fabrics that are dyed through may have been dyed in the yarn or in the fleece, not in the piece. In both instances, more tests than just this experiment described here would be absolutely ncessary. It has to be kept in mind that the experiment is only giving information in a very limited way regarding types of yarn, types of fabric and methods of dyeing, and cannot be used as a firm proof for a given method. It is also important to consider that exceptional conservation circumstances are necessary to determine whether a yarn or fabric have dyed through, such as the circumstances in Lengberg. For most wet-preserved fabrics, being able to detect any dyestuff evidence is already the best one can hope for, and the finer details of whether a yarn has dyed through or not are impossible to determine.
Preliminary result was that none of the samples had dyed through completely; in all the fabrics, there were white or lighter spots between the threads in the fabric, including those with the softest-spun yarn and the lowest sett. Whether the yarns have dyed through or not is hard to tell, as their thinness means that individual fibres only run in the core of the yarn for a very short distance.